Problem Solvers Since 1732 -
(800) 925-8824
Products
Manufacturers
Industries
Insights
About
Get a Quote
Products
Air Starters
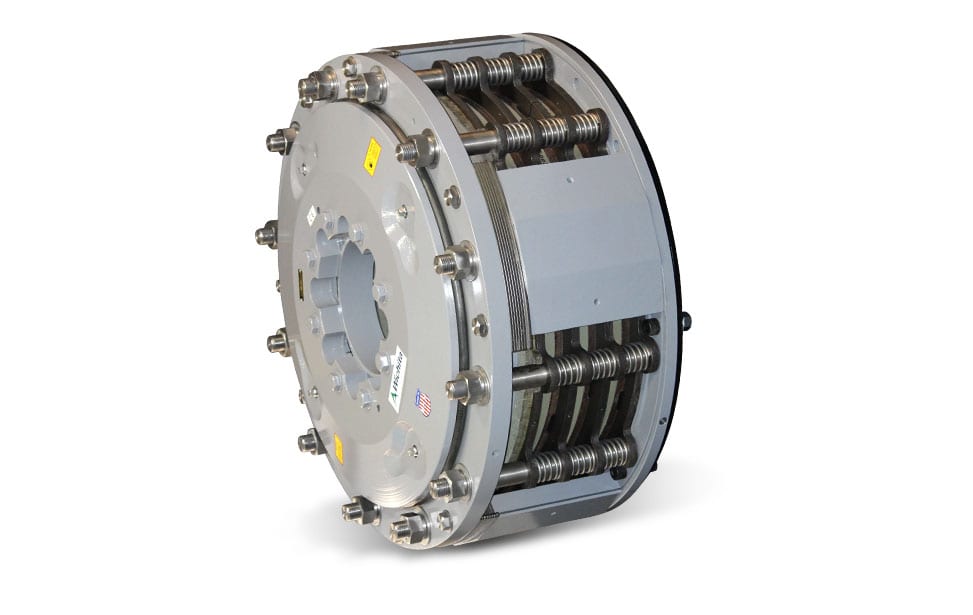
Brakes and Clutches
Crane Control and Electrification
Flexible Couplings
Friction and Wear Materials
Gearboxes
Industrial Lighting and Signals
Mobile Crane Brake Parts
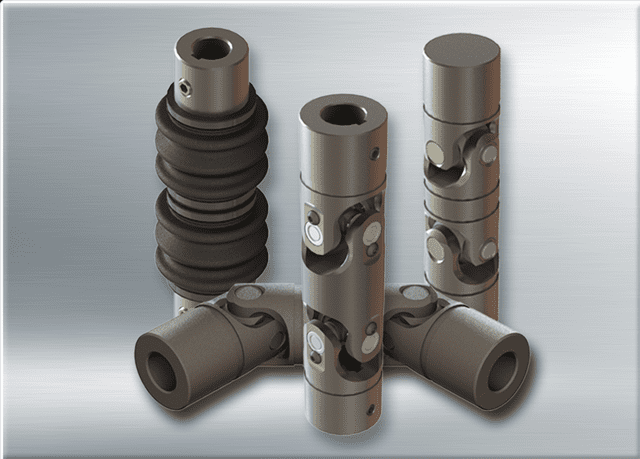
Universal Joints and Driveshafts
Manufacturers
American Vulkan
Ameridrives
Bauer Gear
Belden Universal
Boston Gear
Bremskerl
Brunel Corporation
Cervis Inc
Con-vel
Conductix-Wampfler
Coremo
Coupling Corporation
Dana-Spicer
Desch
Airflex by Danfoss
Elettrotek Cable
Formsprag Clutch
Gessmann
Gewes
GKN-Lobro
Grammer Seats
Harrington Hoist
Industrial Clutch
Intorq
Johnson Brake
Kobelt
Logan Clutch
LoveJoy
Maxi-Signal Products
Ogura Clutch
Pintsch Bubenzer
Power Electronics
Prysmian Cable
PT Tech
Renold
Scan-Pac Manufacturing
SEW-Eurodrive
Stromag
TB Woods
TDI (Tech Development Inc.)
Tribco
Twiflex
Vision X
Voith Turbo
Warner Electric
Wichita Clutch
Industries
Commercial Laundry
Entertainment
Marine
Metalworking & Metalmaking
Mining
Oil & Gas
Ports & Shipbuilding
Power Generation
Pulp & Paper
Transit
Water Treatment & Wastewater Treatment
Rebuild
Insights
Case Studies
Resources
What’s New?
About
Get a Quote
Metalworking & Metalmaking
Home
▸
Industries
▸ Metalworking & Metalmaking
Overhead Crane VFD's
Press Clutches & Brakes
Rolling Mill Shafts
Unwind Brakes